













一. 设备概述:
1、设备型号:ABML-20CX
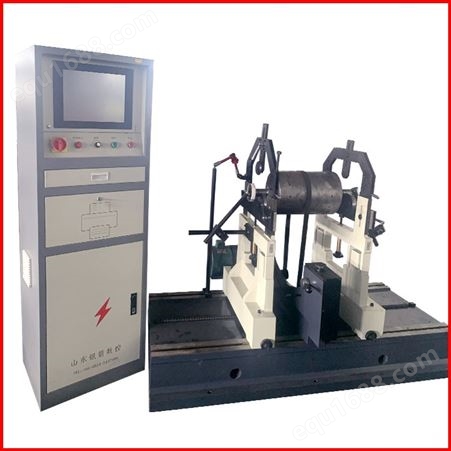
2、设备名称:自动铣削去重平衡机
3、设备数量:1台
4、工件名称:盘类;
5、工件尺寸:以客户提供图纸为准;
6、毛坯种类:铸件或低碳钢
7、工件硬度:HB 190-270
8、工件重量:≤20 kg
本自动平衡机主要用于各种盘类轮类零件连续动平衡测量、铣削去重、动平衡复测。适用性较强,即可用作批
量生产,也可进行单件的检测。
自动平衡机包括以下主要部分:
1) 精密平衡主机部分(自动涨芯定位气动夹持工件,伺服主轴A轴系统)。
2) 工业计算机控制的平衡数据测量部分。
3) 基于中国台湾永宏PLC的伺服运动控制器部分。
4) 防尘密封的电器控制柜部分
5) 伺服控制回转工作台部分C轴(包括铣削时夹具,用于铣削时周向进给)。
6) 伺服自动进给铣削动力头部分Z轴。(进给方向可以±45°调整,适合斜面去重)
7) 伺服位置控制滑台Y轴。(调节动力头位置,适合不同工件)
8) 排屑吸屑机部分。
9) 整机防护和滑动门部分。
测量部分的上位工控机选用研华32位工业计算机, HBM-101平衡专用测量软件运行在Windows XP操作系统下
,软件主要完成动平衡测量,并且记录储存统计和打印。储存的数据可随时通过U盘下载。19寸彩色液晶屏幕,
用于显示不平衡量大小和位置,并且是自动控制操作的人机界面,安装在具有防尘防护的操作柜内部。该机由
上位机和伺服驱动器控制机械部分的动作;实现自动测量不平衡量、自动定位、自动气动锁紧工件、铣床自动
铣削位置的控制,并最终进行去重操作。
整机采用单工位结构,平衡测量、自动铣削在同一工位,箱体底座为HT250铸造结构,QT450-15球墨铸铁平衡
摆架,高刚性数控滑台,铣削动力头可以延导轨自动前后移动,以方便工件的装卸及尺寸规格的变化,铣床的
上升下降调节靠伺服电机拖动滚珠丝杠自动调整到工件需要铣削的高度,主轴采用气动锁紧自动定位。设备整
体结构集中,使用方便,操作简单,大大提高了工作效率。
机床控制柜带有19"液晶显示器,用于显示平衡测量结果;主机上安装有7''触摸人机界面,用于输入进给速度
等控制参数,并且用于手动操作设备;










所有评论仅代表网友意见,与本站立场无关。