黄山市闸门水下焊接安装公司采用一般直流弧焊电源(反接),能切割碳钢、不锈钢、铸铁和非铁金属等。水下焊钳与割钳一般可通用,钳上装有启闭阀,随切割电流通过和中断而启闭。钳头部为夹吃焊条或割条的夹头。切割氧压力应比水底压力高5~7Kgf/cm2。割条可用空心碳精棒或的水下割条,由钢管(外径为毫米,内径为3毫米),外涂防水的药皮制成。水下等离子弧切割:等离子弧切割用于水下时,有效功率会降低,切割能力减弱,电弧稳定性变差,引弧比较困难。因此切割电源功率应加大,空载电压应提高到500~900V。如在m水深切割厚度30~100mm不锈钢工作时,工作电流300~1000A,工作电压10~450V,维弧电流为75~100A。割炬应保证各部件密封良好。喷嘴外装一个外喷嘴,高速旋转的冷却水从喷嘴端部经外喷嘴孔道喷射出,形成伞形水屏,以提高等离子弧燃烧稳定性。
黄山市闸门水下焊接安装公司水下焊接气焊、气割工安全措施:(1)气焊与切割工人应经过安全教育,并接受专业安全理论和实际训练,经考试持有证书并体格健康的人。(2)焊接、切割现场禁止把焊接电缆、气体胶管、钢绳混绞在一起。禁止缠在焊工身上使用。(3)对悬挂在起重机吊钩上的工件和设备,禁止切割。如必须这样做应采取可靠的安全措施。(4)气焊、切割工应按规范穿戴,用符合有关防护用品国家标准技术性能规定的产品。(5)乙炔气瓶搬运、装卸、使用时都应竖立放稳,严禁在地面上卧放并直接使用。一旦要使用已卧放的乙炔气瓶,必须先直立后,静止20分钟再连接乙炔减压器后使用。(6)焊接、切割工作前,应检查胶管有无磨损、轧伤、刺孔、老化、裂纹等情况,并及时修理或更换。禁止使用回火烧损的胶管。
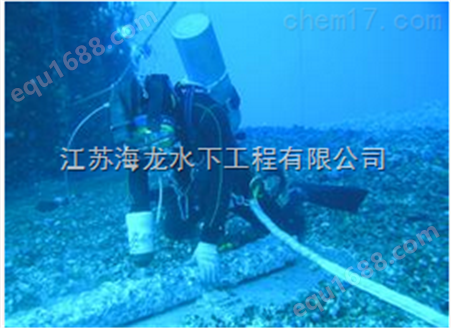
水下焊接与切割采用直流电源,尽可能用低电压强电流。电源放置在陆地上,一般采用反接。进入水里的管、线及其连接接头以及焊把、割炬都必须有良好的防水和绝缘性能,在不工作时,水下电路应断开。操作人员必须遵守水下焊接与切割的有关规定,以保证安全。
水下切割与开槽焊条CUT110它是氧化铁型药皮的焊条,电弧吹力大,利用割条前后移动把铁水吹向槽口两侧,割后铁渣易于清除,槽形较光洁,可交直流两用。采用一般直流弧焊电源(反接),能切割碳钢、不锈钢、铸铁和非铁金属等。水下焊钳与割钳一般可通用,钳上装有启闭阀,随切割电流通过和中断而启闭。钳头部为夹吃焊条或割条的夹头。切割氧压力应比水底压力高5~7Kgf/cm2。割条可用空心碳精棒或的水下割条,由钢管(外径为mm,内径为3mm),外涂防水的药皮制成。
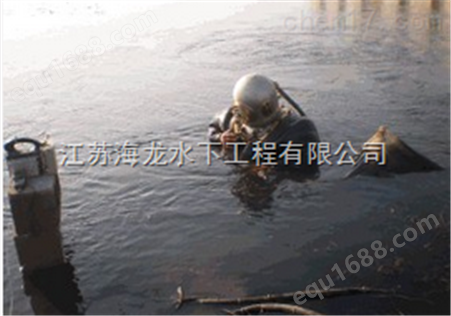
水下焊接与切割安全技术: 水下的条件特殊,在水下进行电焊和气割的危险性大,必须采取特殊的安全防护措施。(1)焊割炬在使用前应作绝缘、水密性和工艺性能的检查,需先在水面进行实验。(2)水下焊割前应查明作业区的周围环境,调查了解作业区域的水深、水文、气象和被焊割物体的结构等情况。(3)应当让潜水焊割工有一个合适的工作位置,禁止在悬浮状态下进行操作。(4)潜水焊割工应备有话筒,以便随时和水面上的支持人员取得。不允许在没有任何通讯联络的情况下进行水下焊割作业。(5)在水下焊割开始操作前应仔细检查整理供气胶管、电缆、设备、工具和信号绳。在任何情况下,都不得使这些装具和焊割工本身处于熔渣溅落和流动的路线上。(6)水下焊割作业点所处的水流速度超过0.1~0.3m/s,水面风力超过6级时,禁止水下焊割作业。
江苏海龙水下工程有限责任公司属国家潜水技术特种行业研讨会*认可的优秀企业,拥有专业的施工团队,丰富的施工经验,*的施工技术,*的施工设备专业承揽:水下电焊焊接、水下切割拆除、水下摄像与照相、水下管道铺放、水下清污、水库坝体维修施工、水下安装与焊接、土工布铺设施工。水下清淤、水下堵漏、水下混凝土浇注施工、水下物体打捞作业、钢围堰沉井下沉施工、水下检测、水下拆除作业、水下维护、0-60米内所有潜水服务。






所有评论仅代表网友意见,与本站立场无关。