




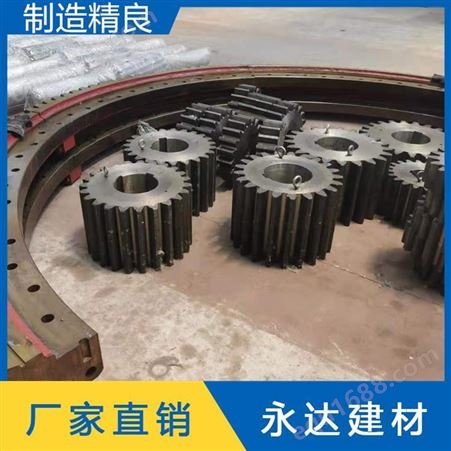



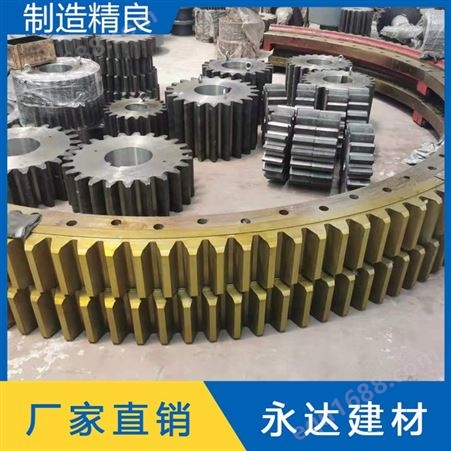
小齿轮传动在现代机器设备和仪器中的应用极为广泛,回转窑小齿轮又叫回转小齿圈,不同于其他机械传动齿轮,因此对齿轮的材质、硬度及设计要求都有一定的特殊性,其作用是按规定的速比传递动力。回转窑小齿轮的耐磨等级要高一些。调质淬火处理,硬度达到HRC45-50。
回转窑小齿轮材质:目前小齿轮采用35SiMn、zg45#锻打、40Crmo等材料,经过调质淬火处理,其硬度必须高于球磨机大齿轮的齿面硬度高30-50HB。磨机小齿轮的材质没有具体的规定与相关标准衡量。
回转窑小齿轮模数: 回转窑小齿轮模数一般有22模、24模,模数是指相邻两齿轮同侧齿廓间的齿距 t与圆周率π的比值(m=t/π),以毫米为单位。模数越大,齿越高也越厚,模数是根据设计、制造和检验等要求制订的参数。常用的2.6米球磨机齿轮模数规格参数见下列表格。
如何更换回转窑小齿轮:更换球磨机小齿轮时先把球磨机固定好,然后找出球磨机筒体中心线,把小齿轮放在启动平台上,找出小齿轮中心线,以球磨机中心线为标点,找出与小齿轮中心线相平行的那条线,然后把小齿轮架移到与大齿轮咬合的位置,以两条中心线调整大小齿轮的间隙。
回转窑小齿轮的加工程序:锻打毛坯——粗车——精车外圆两平面——滚齿——齿面淬火——精车内孔——检查——涮油---入库。
回转窑小齿轮热处理工艺:一副合格的磨机小齿轮成品需要经过退火、正火、淬火、回火“四把火"的热处理方法,其中的淬火与回火关系密切,常常配合使用,缺一不可。
我厂加工设备齐全、加工工艺*生产的球磨机小齿轮具有以下优势: 1、小齿轮材料全部采用锻件调质淬火处理,耐磨损适用性强使用寿命长。 2、自行锻造,自行加工,不外协,,价格适中。 3、供货及时(1.5-2.4米常用标准件供应,可当日发货,非标件定制加工正常3-5天交货) 4、渗碳淬火,渗碳层0.8-1.2,淬火硬度为HRC58-62,心部硬度为HRC33。齿部经精滚加工,精度达到国家标准8级,噪音小于90分贝,抗冲击耐磨损承载能力大使用寿命8000小时。

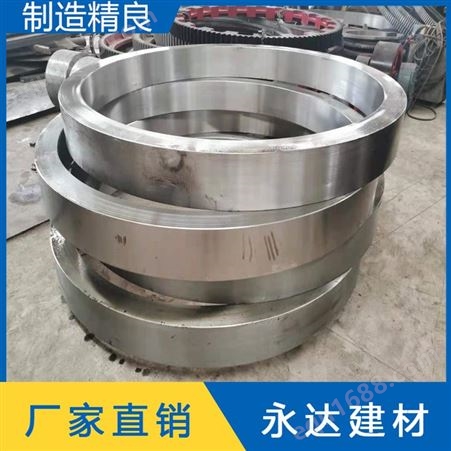
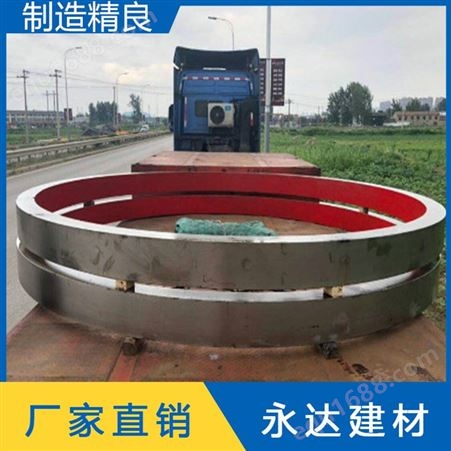
回转窑大齿圈安装技术要求:回转窑大齿圈是回转窑传动装 置中关键部件之一,其安装质量直接影响着回转窑传动系统的平稳性、回转窑运行的稳定性、窑内衬的使用寿命及回转窑运转率。由于制造能力、运输和安装的需要,大齿圈是由两个半齿轮,大齿圈的安装、找正工作,无论是新装或大修后复位安装都必须制定科学、可行的施工方案。回转窑大齿圈安装大修中,在将大齿圈拆卸修复之前,必须对大齿圈及联接的筒体进行测量。先将大齿圈及筒体分成12等份并编号,再启动辅助电机,测量大齿圈径向和端面跳动值、与大齿圈相联接筒体的偏摆值等参数并做好原始记录,以便有针对性地制定大齿圈校正方案。
回转窑大齿圈预组装将拆卸下的大齿圈清洗、修复、加工并检查各参数尺寸符合要求后方可进行复位安装。安装过程中首先须进行齿圈预装,此环节非常关键,因为齿圈预装结束,进入下面安装步聚中就无法对齿圈进行校正了。回转窑大齿圈预装前,先需搭设一水平组装平面,平台搭设好后,用行车分别将两个半齿圈放在平台上,并粗找水平,然后穿上定位销和连接螺栓。齿圈对口处贴合要严密,结合面四周用0.04mm塞尺检查,每边必须有4/5以上是紧密结合无间隙,其余部分塞入深度≤30mm,接口处齿距误差 ≤0.2mm。对齿圈出现的椭圆及局部变形采用图2所示的方法进行校正,校正时一定要过校,可用火焰或陶瓷电加器加热(齿面不可加热),使其产生塑性变形,直至圆度误差达到图纸要求。回转窑大齿圈校正结束后,在平台上找出回转窑大齿圈的中心点,用地规在平台钢板上划出筒体截面的外圆依大齿圈编号将此圆也进行
等分。用加工好的非标铰制孔用螺栓将弹簧板对应装在齿圈上,并使有弧处与圆相切,检验弹簧板弧度是否标准,对于有误差的弹簧板要反复调整、校正,直到块弹簧板全部符合图纸要求,然后用Φ10或Φ12的圆钢将弹簧板临时固定在回转窑大齿圈上,便于吊装。
回转窑大齿圈与筒体组装找正
(1) 准备工作。用砂轮机把筒体上的纵向焊缝打磨平,磨平长度比弹簧板每边宽100mm,并按图纸要求划出齿圈安装中心线,由中心线再划出比弹簧板宽20mm的两条刻线,打样冲眼,以为吊装时找正用。用10m、32m桅杆及120t吊车将大齿圈整体吊装到位,并用道木垫稳以防倾倒。复测安装回转窑大齿圈处筒体各点的径向跑动值,做好记录。同时,准备32t螺旋千斤顶24台、□150mm×150mm×3000m方钢12根(用于径向调整),M36拉丝48件(其中正反丝各24件用于轴向调整),分别焊接于齿圈和筒体上的 U形拉环各24件等调整工具进行安装、固定好,并在齿圈两侧搭设施工平台。
(2)回转窑大齿圈找正。准备工作做好后,按先径向后轴向的顺序对回转窑齿圈进行粗找正。径向找正是以筒体外圆为基准,用螺旋顶对称调整12个支承点齿圈位置,调整的同时用钢板尺测量齿圈与筒体的相对距离,使其误差控制在5mm之内。轴向找正是以齿圈轴向安装中心线为基准,分别调整齿圈两侧的12对位丝,使其误差控制在5mm之内。粗找正达到要求后,还需制作一套能同时固定4块百分表的测量支架立安装,不得与脚手架及测量平台相关,以免影响测量精度。用于精找正时测量齿圈两侧端面跳动量和沿齿宽方向的径向跳动量。然后将Ⅲ、Ⅳ档挡轮恢复到位,以防止盘窑时窑体下行而使大齿圈随筒体盘窑时发生轴向移动。然后,盘动窑体(盘窑时要平稳,不能产生振动)进行精找正,依照粗找正时的调整顺序及方法反复调整、测量,终调整数值控制指标为径向跳动值<1.5mm,端面跳动值<1.2mm。
(3) 弹簧板固定和大回转窑齿圈复测。精找正符合要求后,清理弹簧板与筒体间夹渣及异物,用4~6个压丝或千斤顶将弹簧板圆弧面紧密贴合在筒体圆弧上,用0.2mm塞尺检查弹簧板与筒体之间的间隙,塞尺塞入深度<30mm,若贴合间隙超标则需对弹簧板进行校正,待符合要求后拆除压丝或千斤顶,将弹簧板与筒体点焊住,以备钻孔、铆接。配钻的整个过程要用百分表专人监测齿圈摆差值。大齿圈弹簧板铆接完后,拆除所有支点的螺旋顶、方钢、拉丝、U型拉环等,启动辅助电机,再次测量大齿圈径向及端面跳动值,应满足YSJ412-92规范要求。
回转窑大齿圈安装、找正过程中几点注意事项 :
(1)在回转窑大齿圈安装、找正前,必须将铆接弹簧板处的筒体中心线调整至正确位置。
(2)在回转窑大齿圈的安装与找正过程中,齿圈预装是一个非常关键的环节,预装时必须高质量、高标准、严要求,齿圈与筒体安装过程中的找正仅仅是“对中",无法对齿圈进行校正。 对于预装好的大齿圈一定要整体吊装,否则齿圈对口处销钉及螺栓很难安装、紧固,更无法保证接口处齿距误差及齿圈圆度公差。
(4) 弹簧板与筒体必须在自由状态下紧密贴合,不得强行将弹簧板与筒体固定、铆接,否则,在松开螺旋顶和拉丝之后,在弹簧板的作用下回转窑大齿圈的径向和端面跳动量将会增大或误差超标。
(5) 精找正时的径向和端面跳动值必须小于标准数值。当拆除螺旋顶和拉丝之后,回转窑大齿圈的径向和端面跳动量可能会增大,但该差不会超标。
(6) 弹簧板与筒体配钻时,按照图顺序进行,每配钻一个孔紧固一条定位螺栓。 (7) 回转窑大修交付生产运行12h~24h后,要停窑检查弹簧板铆钉情况,并对回转窑大齿圈对口螺丝进行二次坚固。
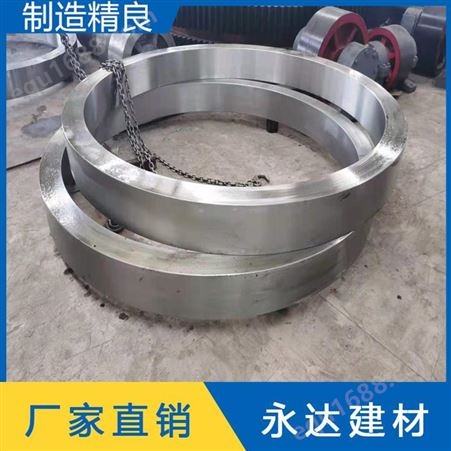
活性炭转炉大齿轮:又叫活性炭转炉大齿圈,结构和传动方式与烘干机、回转窑、冷却机较为相似,是活性炭转炉的主要传动部件。由于受制造能力、运输和安装的影响,大齿轮通常制造成两个半齿轮用对口螺丝连结在一起,通过弹簧板切向固定在转炉筒体上。
Φ1.8米常用活性炭转炉大齿轮:z=154m=16,z=120m=22,z=130m=18,z=142m=18,z=142m=16
Φ2.2米常用活性炭转炉大齿轮:z=148 m=22,z= 160 m=20,z= 164 m=18,z=150 m=20,z= 147 m=20,z= 140 m=20,z= 136
Φ2.4米常用活性炭转炉大齿轮:z=160m=20,z=158m=22,z=174m=18,z=164m=22
成品发货时间:20个工作日内。齿线形状:直齿外齿。齿轮精度:GB10095-8
活性炭转炉大齿轮颜色:加工面为铸件加工后本色不刷漆,非加工面颜色为灰色、黑色、红色、黄色自由组合,特殊要求
质保问题:活性炭转炉大齿轮正常使用质保一年,如有质量问题免费更换,时间解决,为您解决后顾之忧,人为破坏或设备故障引起的配件损毁,我厂不承担任何责任。
材料选择:zg45、zg42crmo、zg35simn等。
技术要求:铸件不得有影响强度的气孔、砂眼、裂纹等铸造缺陷存在。铸造斜度为1:10,时效处理,如果是两半齿圈需合在一起二次加工,合缝要求在两个齿的中间。
活性炭转炉大齿轮生产厂家产品优势:
1、活性炭转炉大齿轮硬度高、防裂好、耐磨性强、产品精工细做。
2、成品外观质量得以保障。
3、出厂前对受力面进行无损探伤检查硬度检查(HB175-200),受力能力强,运行安全平稳。
4、本厂铸造毛坯内部加工不外协,批量生产,质量控制要求严格有保障,销售价格有优势。
选择与我们合作是您放心不错的选择:一直以来都比较注重产品的品质,从大齿轮的原材料到铸造加工出厂,都经过层层检验,确保活性炭转炉大齿轮产品质量能达到预期要求。
我们除了在铸造加工技术上进行创新以外,还在商业模式上进行了创新,实现网络与传统铸造企业的结合。形成一种‘线上推广-----线下沟通生产-----线上带动线下’的成熟模式。








所有评论仅代表网友意见,与本站立场无关。