








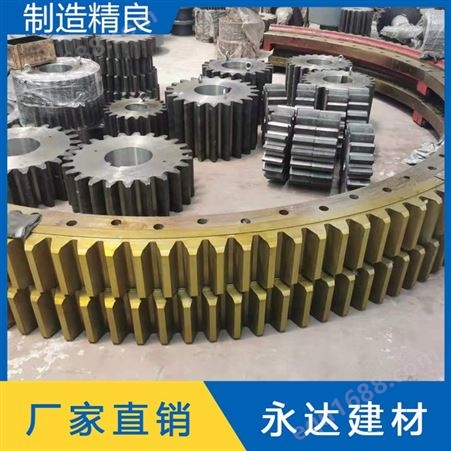
活性炭转炉大齿轮:又叫活性炭转炉大齿圈,结构和传动方式与烘干机、回转窑、冷却机较为相似,是活性炭转炉的主要传动部件。由于受制造能力、运输和安装的影响,大齿轮通常制造成两个半齿轮用对口螺丝连结在一起,通过弹簧板切向固定在转炉筒体上。
Φ1.8米常用活性炭转炉大齿轮:z=154m=16,z=120m=22,z=130m=18,z=142m=18,z=142m=16
Φ2.2米常用活性炭转炉大齿轮:z=148 m=22,z= 160 m=20,z= 164 m=18,z=150 m=20,z= 147 m=20,z= 140 m=20,z= 136
Φ2.4米常用活性炭转炉大齿轮:z=160m=20,z=158m=22,z=174m=18,z=164m=22
成品发货时间:20个工作日内。齿线形状:直齿外齿。齿轮精度:GB10095-8
活性炭转炉大齿轮颜色:加工面为铸件加工后本色不刷漆,非加工面颜色为灰色、黑色、红色、黄色自由组合,特殊要求
质保问题:活性炭转炉大齿轮正常使用质保一年,如有质量问题免费更换,时间解决,为您解决后顾之忧,人为破坏或设备故障引起的配件损毁,我厂不承担任何责任。
材料选择:zg45、zg42crmo、zg35simn等。
技术要求:铸件不得有影响强度的气孔、砂眼、裂纹等铸造缺陷存在。铸造斜度为1:10,时效处理,如果是两半齿圈需合在一起二次加工,合缝要求在两个齿的中间。
活性炭转炉大齿轮生产厂家产品优势:
1、活性炭转炉大齿轮硬度高、防裂好、耐磨性强、产品精工细做。
2、成品外观质量得以保障。
3、出厂前对受力面进行无损探伤检查硬度检查(HB175-200),受力能力强,运行安全平稳。
4、本厂铸造毛坯内部加工不外协,批量生产,质量控制要求严格有保障,销售价格有优势。
选择与我们合作是您放心不错的选择:一直以来都比较注重产品的品质,从大齿轮的原材料到铸造加工出厂,都经过层层检验,确保活性炭转炉大齿轮产品质量能达到预期要求。
我们除了在铸造加工技术上进行创新以外,还在商业模式上进行了创新,实现网络与传统铸造企业的结合。形成一种‘线上推广-----线下沟通生产-----线上带动线下’的成熟模式。
回转窑大齿圈安装技术要求:回转窑大齿圈是回转窑传动装 置中关键部件之一,其安装质量直接影响着回转窑传动系统的平稳性、回转窑运行的稳定性、窑内衬的使用寿命及回转窑运转率。由于制造能力、运输和安装的需要,大齿圈是由两个半齿轮,大齿圈的安装、找正工作,无论是新装或大修后复位安装都必须制定科学、可行的施工方案。回转窑大齿圈安装大修中,在将大齿圈拆卸修复之前,必须对大齿圈及联接的筒体进行测量。先将大齿圈及筒体分成12等份并编号,再启动辅助电机,测量大齿圈径向和端面跳动值、与大齿圈相联接筒体的偏摆值等参数并做好原始记录,以便有针对性地制定大齿圈校正方案。
回转窑大齿圈预组装将拆卸下的大齿圈清洗、修复、加工并检查各参数尺寸符合要求后方可进行复位安装。安装过程中首先须进行齿圈预装,此环节非常关键,因为齿圈预装结束,进入下面安装步聚中就无法对齿圈进行校正了。回转窑大齿圈预装前,先需搭设一水平组装平面,平台搭设好后,用行车分别将两个半齿圈放在平台上,并粗找水平,然后穿上定位销和连接螺栓。齿圈对口处贴合要严密,结合面四周用0.04mm塞尺检查,每边必须有4/5以上是紧密结合无间隙,其余部分塞入深度≤30mm,接口处齿距误差 ≤0.2mm。对齿圈出现的椭圆及局部变形采用图2所示的方法进行校正,校正时一定要过校,可用火焰或陶瓷电加器加热(齿面不可加热),使其产生塑性变形,直至圆度误差达到图纸要求。回转窑大齿圈校正结束后,在平台上找出回转窑大齿圈的中心点,用地规在平台钢板上划出筒体截面的外圆依大齿圈编号将此圆也进行
等分。用加工好的非标铰制孔用螺栓将弹簧板对应装在齿圈上,并使有弧处与圆相切,检验弹簧板弧度是否标准,对于有误差的弹簧板要反复调整、校正,直到块弹簧板全部符合图纸要求,然后用Φ10或Φ12的圆钢将弹簧板临时固定在回转窑大齿圈上,便于吊装。
回转窑大齿圈与筒体组装找正
(1) 准备工作。用砂轮机把筒体上的纵向焊缝打磨平,磨平长度比弹簧板每边宽100mm,并按图纸要求划出齿圈安装中心线,由中心线再划出比弹簧板宽20mm的两条刻线,打样冲眼,以为吊装时找正用。用10m、32m桅杆及120t吊车将大齿圈整体吊装到位,并用道木垫稳以防倾倒。复测安装回转窑大齿圈处筒体各点的径向跑动值,做好记录。同时,准备32t螺旋千斤顶24台、□150mm×150mm×3000m方钢12根(用于径向调整),M36拉丝48件(其中正反丝各24件用于轴向调整),分别焊接于齿圈和筒体上的 U形拉环各24件等调整工具进行安装、固定好,并在齿圈两侧搭设施工平台。
(2)回转窑大齿圈找正。准备工作做好后,按先径向后轴向的顺序对回转窑齿圈进行粗找正。径向找正是以筒体外圆为基准,用螺旋顶对称调整12个支承点齿圈位置,调整的同时用钢板尺测量齿圈与筒体的相对距离,使其误差控制在5mm之内。轴向找正是以齿圈轴向安装中心线为基准,分别调整齿圈两侧的12对位丝,使其误差控制在5mm之内。粗找正达到要求后,还需制作一套能同时固定4块百分表的测量支架立安装,不得与脚手架及测量平台相关,以免影响测量精度。用于精找正时测量齿圈两侧端面跳动量和沿齿宽方向的径向跳动量。然后将Ⅲ、Ⅳ档挡轮恢复到位,以防止盘窑时窑体下行而使大齿圈随筒体盘窑时发生轴向移动。然后,盘动窑体(盘窑时要平稳,不能产生振动)进行精找正,依照粗找正时的调整顺序及方法反复调整、测量,终调整数值控制指标为径向跳动值<1.5mm,端面跳动值<1.2mm。
(3) 弹簧板固定和大回转窑齿圈复测。精找正符合要求后,清理弹簧板与筒体间夹渣及异物,用4~6个压丝或千斤顶将弹簧板圆弧面紧密贴合在筒体圆弧上,用0.2mm塞尺检查弹簧板与筒体之间的间隙,塞尺塞入深度<30mm,若贴合间隙超标则需对弹簧板进行校正,待符合要求后拆除压丝或千斤顶,将弹簧板与筒体点焊住,以备钻孔、铆接。配钻的整个过程要用百分表专人监测齿圈摆差值。大齿圈弹簧板铆接完后,拆除所有支点的螺旋顶、方钢、拉丝、U型拉环等,启动辅助电机,再次测量大齿圈径向及端面跳动值,应满足YSJ412-92规范要求。
回转窑大齿圈安装、找正过程中几点注意事项 :
(1)在回转窑大齿圈安装、找正前,必须将铆接弹簧板处的筒体中心线调整至正确位置。
(2)在回转窑大齿圈的安装与找正过程中,齿圈预装是一个非常关键的环节,预装时必须高质量、高标准、严要求,齿圈与筒体安装过程中的找正仅仅是“对中",无法对齿圈进行校正。 对于预装好的大齿圈一定要整体吊装,否则齿圈对口处销钉及螺栓很难安装、紧固,更无法保证接口处齿距误差及齿圈圆度公差。
(4) 弹簧板与筒体必须在自由状态下紧密贴合,不得强行将弹簧板与筒体固定、铆接,否则,在松开螺旋顶和拉丝之后,在弹簧板的作用下回转窑大齿圈的径向和端面跳动量将会增大或误差超标。
(5) 精找正时的径向和端面跳动值必须小于标准数值。当拆除螺旋顶和拉丝之后,回转窑大齿圈的径向和端面跳动量可能会增大,但该差不会超标。
(6) 弹簧板与筒体配钻时,按照图顺序进行,每配钻一个孔紧固一条定位螺栓。 (7) 回转窑大修交付生产运行12h~24h后,要停窑检查弹簧板铆钉情况,并对回转窑大齿圈对口螺丝进行二次坚固。

客户一台Φ2.2米的水泥磨机,更换球磨机大齿圈和小齿轮后,运行时振动和响声较大,两半大齿圈部分面的8个螺栓中的4个也出现掉落和断裂现象。开始认为是新齿圈磨合的一个过程,因此,只是更换连接螺栓,没有太重视。半年后开机时响声和振动都很大,连接螺栓掉落和拉断故障也频繁出现,球磨机小齿轮磨损不均匀,6个齿严重磨损,齿顶厚度都还有2-3mm,而其他齿的磨损情况一般,齿顶厚度都还可以。原来每个球磨机小齿轮可以用到2年以上,现在这个小齿轮却用不到1年时间,且这种非正常磨损情况在以往没有出现过,我公司组织技术人员进行分析和解决。
1原因分析:因球磨机小齿轮磨损较快,我们分析球磨机小齿轮可能存在的原因。经核实,供应厂家、材质、加工方法、热处理工艺都和以前一样没有变更过,且如果小齿轮存在问题表现出来的是磨损周期加快,也不会出现6个齿磨损特别剧烈的情况,于是我们把和小齿轮咬合的新更换的球磨机大齿圈上。发现这次更换大齿圈和小齿轮后,当球磨机大齿圈部分面正好处于咬合位置时,便出现振动和响声,并且两半大齿圈部分面的螺栓经常出现掉落和断裂现象。我们对可能引起球磨机大齿圈振动和噪声的各种因素进行了排查,包括齿轮的齿顶间隙、咬合接触面积,两半大齿圈连接处的相邻两齿顶径向跳动、两半大齿圈部分面塞尺塞入深度等。测量发现,两半大齿圈有一段的部分面塞尺塞入深度较大,厚0.2mm的塞尺可塞入深度50mm。我们分析这是由于客户订购球磨机大齿圈时催货较紧,大齿圈浇注出来后没有足够的时间时效处理以消除铸件的内应力就进行加工,并且加工前也没有回火热处理以消除内应力,更没有二次加工哈弗面。这样安装后由于内应力的作用大齿圈由内向外变形后累积到部分面上,虽然量很小,但还是会使部分面的张口量与其他齿不同。我们还了解到,在安装新球磨机大齿圈时,由于赶工期,大齿圈与球磨机筒体法兰的绞制孔螺栓没有按照图纸要求配绞,只配绞了图纸上的部分,而且配绞的孔也较松。这样一来,由于大齿圈部分面的张口量与其他齿不同,小齿轮咬合至此会产生顶齿现象,并经过五六个齿才趋于平稳,大小齿轮每咬合至此都会产生冲击。由于绞制孔螺栓没有配紧,冲击使得部分面连接螺栓受力,部分面处张口量不断变大,张口量变大又使得冲击加剧,终导致部分面连接螺栓脱落或折断。由于没有解决张口量和铰制孔螺栓的问题,更换螺栓后不久又出现冲击和异响,导致螺栓脱落或折断,形成小齿轮的非正常磨损。
处理措施:用手提磨光机和油石打磨大齿圈的结合面,使得球磨机大齿圈部分面处张口量与其他齿相同,同时重新按图纸要求配绞紧配螺栓。球磨机小齿轮出现不规则磨损,但另一个面完好,因此,我们将小齿轮翻面使用。
经过以上处理好,运行3个多月没有冲击和不正常的噪音出现,小齿轮也没有出现以前那种非正常磨损的情况,并且两半大齿圈连接螺栓也没有断裂一个,解决了小齿轮非正常磨损的问题。
启示:由此也可知,生产有一定的时间顺序和技术要求,抢工期如果组织管理跟不上,很有可能忽视质量,在设备安装时,一定要严格检查加工、安装进度,确保每一个工序严格按规程执行才能确保生产的顺利进行。








所有评论仅代表网友意见,与本站立场无关。