









苏州中航长风数控电火花穿孔机DK703技术简介
一、加工原理及特点
数控电火花穿孔机该机属电火花加工设备。采用铜管作为电极,有导向器导向,在电极与工件之间施加高效脉冲电源,加工时主轴带动电极在伺服系统控制下作伺服进给,在电极与工件之间产生脉冲高频放电,有控制地蚀除工件。加工中,高压水质工作液从电极的内孔中喷出,对加工区域实施强迫排屑冷却,保证加工的顺利进行。该种加工技术加工孔径范围一般在Φ0.2~Φ3mm。深径比可达200:1以上,加工速度一般可达30-60mm/min,能直接从工件的斜面、曲面穿入,不受材料的硬度及韧性限制,除了能加工一般的导电材料外,还能顺利加工不锈钢、淬火钢、硬质合金、高温耐热材料、钛合金等其它一些难加工材料。
二、主机结构及技术参数
为完成工件不同位置的小孔自动加工,该机床共有五个座标轴,其中四轴点位数控。工作台配置X、Y轴,完成工件各孔位置的换位。X、Y为直角直线运动轴,采用滚动导轨、滚珠丝杠,工作台采用花岗石台面镶不锈钢T型槽用以安装固定工件。主轴头配置了Z、W三个轴,其中Z为直线伺服运动轴,完成加工中电极的伺服进给。W轴为手动直线运动轴,完成导向器与工件之间高度位置的调整。配置旋转头,完成加工中电极的旋转及旋转高压导液,旋转导电及电极的夹持。三轴数控电火花穿孔机机床X、Y、Z轴采用滚动导轨、滚珠丝杠,数控轴X、Y、Z采用交流伺服电机及驱动。机床配置循环过滤的高低压工作液系统,工作液箱采用不锈钢制作。
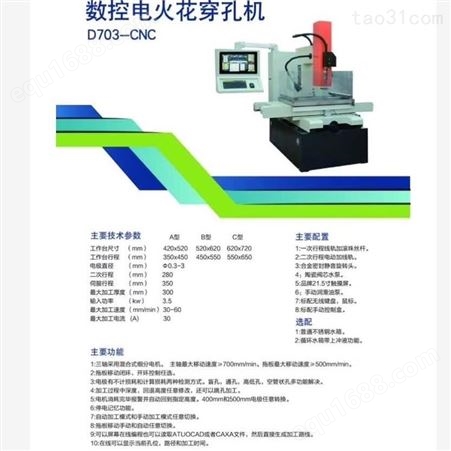
三轴数控电火花穿孔机主要技术参数:DK703(行程大小,功能配置可依据用户需求定做)
1、装夹电极直径(mm) Φ0.2~Φ3
2、主轴伺服行程(Z轴,数控)(mm) 360
3、主轴头行程(W轴,手动)(mm) 300
4、工作台行程(XY轴,数控)(mm) 400×300
5、工作台面尺寸(mm) 500×320
6、导向器与工作台面距离(mm) 300
7、加工电流(A) 35
8、输入功率(KW) 3.5
9、输入方式(V/Hz) 380/50
10、工作液箱容量(l) 150
11、工作液过滤方式 渗透
12、工作液压力(MPa) 8
13、X、Y、Z轴控制当量 0.005mm.
三、三轴数控电火花穿孔机DK703主要功能:
1、 实现X、Y、Z三轴点位数控;
2、 采用工控机,闭环控制/DXF文件直读;
3、 三轴坐标显示,加工状态显示;
4、 停电记忆,电极用完发讯;
5、 盲孔加工,跳步加工,加工过程中深度任意修改;
6、 每孔加工后,对电部损耗变尖的部分进行自动修整,保证每孔加工时电极的一致性,提高加工孔尺寸的一致性;
7、 各孔加工自动检测零位,加工深度数控,提高加工孔尺寸的一致性;
8、 配置外冲液,使出口加工顺利,提高孔加的表面质量、精度。
四、验收、培训:
1、验收标准:本设备的出厂合格证规定内容及此技术协议;
2、预验收:设备出厂前,可由需方提供加工试件,派人在供方进行预验收;
3、数控电火花穿孔机到达需方后,需方负责设备卸车、拆箱及就位,供方派人到需方进行调试,并进行最终验收;
4、培训:供方免费向甲需方进行此设备操作、维修人员的培训;
五、随机配件、备品
数控电火花穿孔机机床易损备件及常用工具每台随机配一套(按供方标准配置),每台配电极导向器两只(规格由需方确定)及相应电极。
装箱单目录
序号 | 名 称 | 型号、规格 | 数 量 | 备 注 |
1 | 机床主机 | CNC-DK703 | 1台 |
|
2 | 使用说明书 | CNC-DK703 | 1套 |
|
3 | 机床防震垫铁 |
| 4件 | 机床附件 |
4 | 导向器 | ¢0.3,0.5 | 各1只 |
损耗品 |
5 | 导向器 | ¢1.0 | 1只 | |
6 | 电极铜管 | ¢0.3,0.5 | 各10支 | |
7 | 电极铜管 | ¢1.0 | 10支 | |
8 | 电极密封圈 |
| 10只 | |
9 | 内六角扳手 | M4,5,6 | 各1把 | 机床附件 |
10 | 螺丝刀 |
| 1把 | 机床附件 |
11 | 呆扳手 | 14-17 | 1把 | 机床附件 |
12 | 防水罩 |
| 1付 | 机床附件 |
13 | 水桶 |
| 2个 | 机床附件 |
六、售后服务及承诺
1.产品实行三包服务一年,终身维护。在事故出现2小时内响应,48小时内到达需方现场,做到售后技术服务及时周到。
2.在保修期内,设备非人为操作原因发生故障,公司负责免费维修。保修期满后,所有所需零配件均以成本价向用户提供。
3.保修期内在正常使用情况下,机床部件(除易损件外)损坏的,免费更换维修。
4.保修期满后维修只收取工本费。机床终身维修,备件有偿优惠长期供应。










所有评论仅代表网友意见,与本站立场无关。