引言:
高压磨料水射流切割的应用技术主要有两种,一种是后混合磨料水射流切割,另一种是前混合磨料水射流切割。本文探讨的是高压磨料水切割在空气中进行切割的状态,属于非淹没射流。从前混合磨料水射流和后混合磨料水射流的原理、效率、静电、火花的对比分析前混合磨料水射流切割的安全优势。
1 前混合磨料水射流与后混合磨料水射流工作原理
后混合磨料水射流是先将水加压,稳压,再通过极小的喷嘴孔,利用压力差将水流加速,经过混合腔的时候由于“空化效应”,将磨料通过磨料输送管道吸入混合腔与高速水流混合,水射流同时将磨料进行加速,产生强度的射流,然后冲蚀工件达到切割效果。在磨料被吸入的同时会吸入部分空气,因此产生的是气液固三相混合射流。由于磨料进入混合腔时间短,吸收水的能量不充分,磨料加速仅能达到水流速的25%,因而切割能力低,所需工作压力高一般达到200MPa以上。前混合磨料水射流是将磨料与水预先混合加压后输送到切割喷嘴,从而产生高速的液固两相混合射流。因而切割能力强,所需的工作压力低。
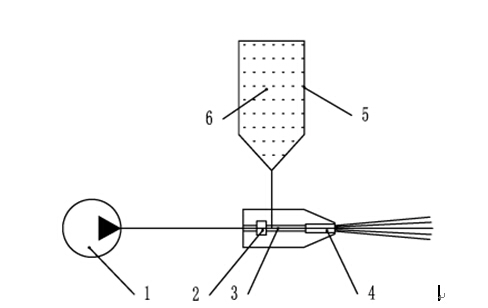
1增压器 2水喷嘴 3混合腔 4喷嘴 5磨料斗 6磨料
图1 后混合磨料水射流系统原理图
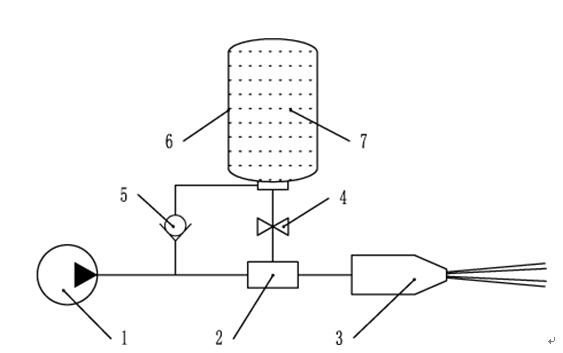
1高压泵 2混合腔 3喷嘴 4磨料控制阀 5单向阀 6磨料罐 7磨料
图2 前混合磨料水射流系统原理图
前混合磨料水射流与后混合磨料射流相比,因磨料与水混合的均匀、充分、磨料粒子的加速时间长、获得的能量高、对物料的作用效果更加突出,故其工作压力可以大大降低。试验表明,对同样的物体进行切割或除锈,前混合磨料水射流所需的工作压力仅为后混合磨料射流工作压力的1/3~1/10。
较低的工作压力降低了对操作人员危险性,能够更有利于作业安全,尤其是涉及高危排爆的行业,在对安全压力阈值要求苛刻的条件下前混合磨料水射流具有明显的优势。
2 射流切割效率
高压磨料水射流通过喷嘴孔后形成的射流结构如图3,分为初始段、基本段和消散段。在喷嘴出口处有一个锥形等速流核心区,其中射流轴向动压力和密度基本保持不变,为水射流的初始段,这个区域内的射流切割能力。射流继续发展的部分称为基本段,其轴心速度与轴心动压有规律的衰减,这个区域内的射流切割能力低于初始段。最后,非淹没射流与环境介质混合形成水滴与空气的混合物或雾化,即为消散段,此区域的射流切割能力基本丧失。
由于后混合磨料水射流是气液固三相射流,在射流通过喷嘴孔后,水射流中携带着一定比例的磨料和空气。空气以气泡的形式在高速水射流中混合,在射流冲出喷嘴孔的瞬间外界压力骤降,射流边缘的气泡快速破裂,使后混合磨料水射流比前混合磨料水射流更快的进入到基本段,切割能力急剧衰减。而前混合磨料水射流由于磨料和高压水在喷嘴之前就已经得到很充分的混合,几乎没有空气混入,可以看做液固两相射流,不会出现气泡急速破裂的现象。因此,后混合磨料水切割的切割效率远低于前混合磨料水切割。
同时,由于后混合磨料水射流更快的进入的基本段,所形成的射流散射角角度也会比前混合磨料水射流大,因此在同等靶距的切割状态下,一般后混合磨料水切割的精度要比前混合磨料水射流低。
3 射流产生的火花
后混合磨料水射流属于气液固三相射流,部分气泡在与高压水和磨料混合的过程中,吸附或包裹在磨料颗粒上,在射流切割过程中,磨料颗粒冲蚀撞击工件表面,因为高速摩擦形成火星。由于空气的包裹和接触,火星不能立即得到降温,使得火星颗粒存在时间较长,如在切割化学品、燃油、燃气工况下应用,存在一定程度的安全隐患。尤其是在防火防爆防静电的特殊作业场所危险性极大。
而前混合磨料水射流就能够更好的应对这些特种环境的作业。由于射流中几乎仅有磨料和高压水混合,属于两相射流,在射流切割时磨料颗粒冲蚀撞击工件表面,虽然同样会产生摩擦热量,但是水射流中的磨料颗粒被水沁润包裹,其热量迅速被水吸收。并且高压水有也会淹没被切割物表面,使得磨料颗粒与被切割物所产生的热量均得到吸收冷却。

图5 后混合与前混合磨料水射流产生火花对比图
4 射流产生的静电
在射流磨料颗粒冲蚀撞击工件表面时,由于摩擦不仅会产生火星,同时会伴随静电产生。水是一种导体,可以通过水使得静电释放到大地中,从而消除静电的积聚效应。后混合磨料水射流由于磨料颗粒被空气包裹,空气的导电性能比较差,产生的静电不能全部得到有效的传导释放。而前混合磨料水射流由于磨料几乎被水包裹,其切割水流为连续的,可以将产生的静电及时传导释放掉,不会产生积聚效应所造成的危害。所以前混式水射流不但可以消除切割过程中的静电,也可以释放被切割物本身的静电。
结论:
前混合磨料水射流的工作压力远低于后混合磨料水射流,能够降低对操作人员危险性,更有利于作业安全,尤其是涉及高危排爆的行业,在对安全压力阈值要求苛刻的条件下前混合磨料水射流具有明显的优势。由于射流切割过程中可以消除静电和温度火星颗粒,前混合磨料水射流能够更好的应对一些防火防爆防静电的特殊作业环境。




