
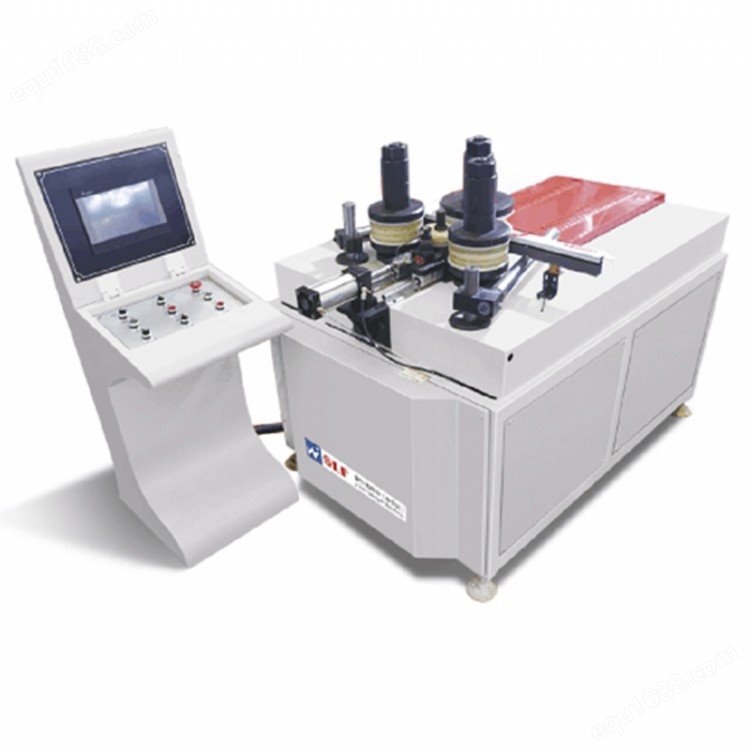








铝合金弯圆加工设备,型材弯弧微圆加工机器,工业铝圈圆机器
铝合金弯圆加工设备,型材弯弧微圆加工机器,工业铝圈圆机器
铝合金弯圆加工设备,型材弯弧微圆加工机器,工业铝圈圆机器


滚弯机与顶弯机区别,及实际应用和怎样去选择
定义:所谓滚弯机,之所以称之滚弯,滚顾名思义即为转动,滚动的意思,弯即滚动出弯,在杠杆原理的应用下,三轴不在同一直线时出现型材弯曲变形,这就是滚弯机的名称的由来;
所谓顶弯机,顶即为下压,那么顶即开始有弯度,即为只顶不转即为顶弯机。
用途:滚弯机适合用于截面复杂的材料,异性材料,以及圆管,面包管,不锈钢异型弯弧,多半径弯弧,整圆弯圆等行业,顶弯机主要应用在一些超大型材料且半径超大的弯弧当中。滚弯机应用更为广泛一些,但是缺一不可,只有适当搭配使用,才可以解决更多难题。如果让滚弯机做拉弯机的活,有些也会做的出来,但是消耗的精力物力一定会超过顶弯机的范围,相反如果让顶弯机去做滚弯机的活,是不可能做的出来的,所以你不能说哪个更好,去选哪一个合适,而是主要去看用途,应用在哪些方面去选择,尤为重要。

应用行业:滚弯机和顶弯机,其实应用的行业差不多,因为有小活的地方肯定也会有大型材料,在应用行业里面我们也不去细分了,我们只简单列举一下滚弯机的应用领域,门窗幕墙行业是一定有的,现代门窗断桥铝等材料的解决办法也只有滚弯机去解决,火车汽车高铁等行业应用,车窗,车架,主框,等等,地铁,隧道,哈芬槽,家电行业,铁艺行业,拉弯行业,等。我们也不一一列举,滚弯机应用非常广泛,对弯圆有很大的提升。
总结一下,滚弯机和顶弯机各有所长,只要选好适用的机型,对所有行业难题都有帮助,只要我们区分开他们的区别,在提一些,一个是转动加顶,一个是只顶不转哦
温馨提示:投资有风险,上设备需谨慎--济南撒拉弗数控机器有限公司 :
供货主要技术参数。
名称 | 数值 | 单位名称 | 备注 | ||
三 辊 回 转 | 主动辊直径*高度 | 60/280 | Mm╳mm | ||
三辊主动扭矩 | 2610 | N╳M | |||
三辊主动驱动总功率 | 4.1 | KW | |||
主动辊转速 | 1─10 | r/min | |||
理论模具直径 | 80-250 | mm | |||
两端最小直线段 | 175 | mm | |||
轴间:350mm; 轴径:60mm; 压力:23T; 总功率:4.5KW | |||||
下 辊 位 移 | 下辊位移推力 | 20 | KN | ||
下辊位移动位精度 | ±0.02 | mm | |||
下辊位移动速度 | 14.4 | M/min | |||
位移电机组 | 电机总功率 | 4.5 | KW | ||
滚轴压力 | 23 | T | |||
滚轴额定工作压力 | 20 | T | |||
体 积 | 长X宽X高 | 1600*1100*1400mm | mm | 预算 | |
结构名称 | 性能特点说明 |
三辊主动 (三个工作辊均为主动辊,由三个独立的回转总成(变频电机+精密行星减速机)直接驱动) | 1. 采用中国台湾丝杠电机驱动,定位精度控制±0.02mm内。 2. 弯曲工作稳定高效,特别是小半径和螺旋弯曲时三辊同时给力,无打滑现象。 3. 三辊变频无极调速,可根据实际弯曲要求(如模具直径差距较大),分别调节三个主动辊转速,避免受力不均匀和强制粗暴同步。 |
数显 (PLC+彩色触摸屏+位移光栅或位移编码器) | 1. 位移精度到达±0.02mm。 2. 彩色触摸屏使操作者观察控制成形过程。 3. 100组记忆数据库。 |
机床两侧托辊 | 前后机械托料装置,根据不同型材弯曲,不同调整。 |
四辊定位 | 1. 增加有效摩擦,防止小半径弯曲和螺旋盘管时打滑现象的出现。 2. 封闭变形区域,减小型材变形。 |
主要配置
序号 | 名称 | 厂家 | 备注 |
1 | 床身钢板 | 济钢 | |
2 | 铸造件 | 重汽铸造厂 | |
3 | 工作辊 | 济钢 | |
4 | 传动轴承 | 哈轴/Volvo转子轴承 | |
5 | 变频电机(减速机一体结构) | 中国台湾万鑫精工 | |
6 | 滚轴丝杠 | 上银机电 | |
7 | 滚轴丝杠总成 | 上银机电 | |
8 | 人机界面(彩色触摸屏) 变频器 | 台达 | |
9 | 可编程控制器 | ||
10 | 旋转编码器 | 瑞普 | |
11 | 其他电器元件 交流接触器等 | 正泰 |










所有评论仅代表网友意见,与本站立场无关。