








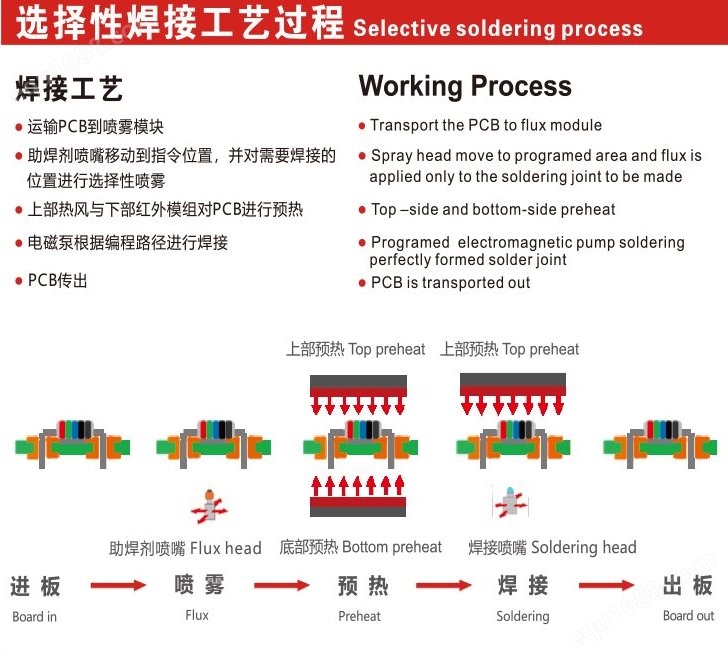
全自动电力系统选择性波峰焊主要是为了满足含通孔插装元器件的混装产品高品质的组装需求而发展起来的新型波峰焊工艺。与传统的波峰焊类似,选择性波峰焊一般由助焊剂喷涂、预热和焊接三个模块构成。通过程序设定,助焊剂喷涂模块可对每个焊点进行助焊剂选择性喷涂,经预热模块预热后,再由焊接模块对每个焊点进行选择性焊接。
全自动电力系统选择性波峰焊也称选择焊,应用PCB插件通孔焊接领域的设备,因不同的焊接优势,在近年的PCB通孔焊接领域,有逐步成为通孔焊接的流行趋势,应用范围不限于:电子、航天轮船电子、汽车电子、数码相机、打印机等高焊接要求且工艺复杂的多层PCB通孔焊接。
全自动电力系统选择性波峰焊分为离线式选择性波峰焊和在线式选择性波峰焊两种
离线式选择性波峰焊:离线式即指与生产线脱机的方式,组焊剂喷涂机和选择性焊接机为分体式1+1,其中预热模组跟随焊接部,人工传输,人机结合,设备占用空间较小。
全自动电力系统选择性波峰焊实时接收生产线数据全自动对接,组焊剂模组预热模组焊接模组一体式结构,特点是全自动链条传输,设备占用空间较大,适合自动化要求较高的生产模式。

全自动电力系统选择性波峰焊是SMT技术中新兴发展的技术,它的出现较大的满足了高密度多样性混装PCB板的组装要求。具有焊点参数单独设置,对PCB热冲击小,助焊剂喷涂量少,焊接可靠性强等优点,正逐渐成为复杂PCB的焊接技术。本文通过查阅大量资料,综述了选择性波峰焊技术的优势和其在SMT领域内的应用,以及其设备的维护。
全自动电力系统选择性波峰焊对PCB进行焊接时,每一个焊点的焊接参数都可以通过编程进行单独制定,这使不同性能的元器件拥有了专属的焊接工艺,极大地满足了其组装要求。针对不同焊接要求的元器件,焊接工程师可以就助焊剂喷涂量,焊接波峰高度,焊接时间这几个方面进行焊接工艺调试,有效的降低了波峰焊缺陷率,甚至做到了焊接的。

喷嘴只对需要焊接的焊点进行焊接,焊接所造成的热影响区域有限,混装线路板上贴装元器件的引脚与通孔插装器件的引脚只要不是距离过近,基本不会发生焊点重熔,避免了热冲击的产生。这样,就不需制作大量复杂的工装卡具对已焊好的贴装器件进行遮蔽和保护。
全自动电力系统选择性波峰焊节约成本
对于目前混装线路板,通孔插装器件的焊接只占整体线路板焊接的小部分。在这种情况下,选择性波峰焊体现出了很大的成
优势。
全自动电力系统选择性波峰焊占地面积较小
与传统的波峰焊相比,选择性波峰焊不需要较大的锡炉和很长预热区,因此其占地面积一般不到传统波峰焊一半。与手工焊相比,由于每个焊接工人都需要面积一定大小的焊接桌面来摆放焊接器具和进行焊接,因此选择性波峰焊占地面积也小于手工焊。
节省助焊剂
通常情况下,混装线路板中通孔插装器件的焊接面积只占整个板面的小部分。传统的波峰焊需要对线路板进行大面积助焊剂喷涂,而选择性波峰焊只针对需要的焊接部分进行喷涂,在很大程度上减少了助焊剂使用量。据某公司统计,采用选择性波峰焊,两台机器两班工作,年助焊剂用量不过百公斤,而普通波峰焊生产将消耗助焊剂达四吨以上。图2为某款设备选择性助焊剂喷嘴。

全自动电力系统选择性波峰焊只针对所需焊接的焊点进行助焊剂喷涂,对其他部分没有影响,因此,PCB离子污染率大大降低,而清洁度提高。助焊剂一般含有腐蚀性离子,如果残留在PCB上会腐蚀板面和焊点,造成电路开路。传统的波峰焊因为需要对PCB进行大面积喷涂,焊后往往需要对线路板进行清洁。
锡渣产生量和氮气使用量减少
与传统波峰焊相比,由于锡炉尺寸和喷嘴尺寸的减少,锡渣产生量和氮气使用量均有大幅度的减少。在不充氮的情况下,波峰焊一天的锡渣产生量可能高达10-20kg。与之相比,选择性波峰焊一周产生的锡渣量只有0.5-1kg。与此同时,波峰焊的锡炉比较大,耗氮量达15m3/h,而选择性波峰焊采用封闭小锡炉方式,单一锡炉的耗氮量大约为1.5m3/h,且氮气环境焊接更好。
全自动电力系统选择性波峰焊工装载具费用减少
在波峰焊生产中,一个品种需制作10个到20个工装载具,而目前合成石制作的工装载具价格约为1000-2000元/个。在选择性波峰焊生产中,一般不需要工装载具,由此减少了大量的成本。












所有评论仅代表网友意见,与本站立场无关。